

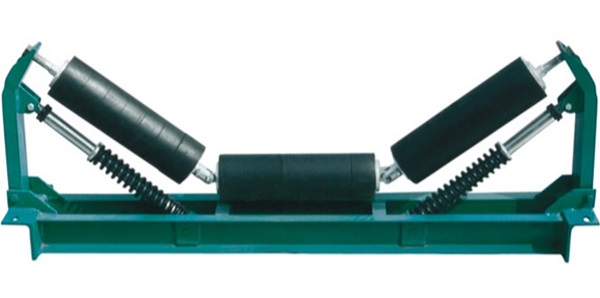
DeRollergruppeer en kernekomponent i bælttransportøren, der er ansvarlig for at understøtte transportbåndet og reducere køremodstanden. Dens samlingskvalitet påvirker direkte stabiliteten og driftsstøj fra transportøren. Følgende detaljerede de vigtigste punkter for rullegruppemontering fra fire dimensioner: forberedelse af forsamling, kerneenhedsproces, for at sikre en standardiseret og effektiv samlingsproces.
1. Forberedelsesforberedelse: Læg grundlaget og undgå risici
Før samlingen skal tre kerneopgaver - "materialekontrol, værktøjsforberedelse og miljørensning" - være afsluttet for at undgå omarbejdning eller kvalitetsfarer forårsaget af foreløbige undladelser.
1.1 Materialeoptælling og kvalitetsinspektion
.
● Kvalitetsscreening af nøglekomponenter:
◆ Rulle krop: Ingen buler, deformation eller rust på overfladen; Ensartet vægtykkelse (pletinspektion med en caliper er tilgængelig); Lejehuse i begge ender svejses fast (ingen falsk svejsning eller revner).
◆ Lejer: Fleksibel rotation uden fastklemning eller unormal støj; Intakte tætningsdæksler (for at forhindre støv og olie i at komme ind); Modeller matcher tegningerne (f.eks. Deep Groove Ball Lejer 6204, 6205).
◆ Beslag: Materialet opfylder kravene (for det meste Q235 -stål); ingen burrs eller deformation ved svejsefugerne; Præcis placering af monteringshuller (huldiameteren matcher boltene med en fejl ≤ 0,5 mm).
1.2 Værktøj og hjælpematerialeforberedelse
.
● Hjælpematerialer: fedt (matcher lejerne, såsom lithiumbaseret fedt nr. 2, der bruges til at bære smøring), rustinhibitor (sprayet på svejsningsfugerne på parenteserne efter montering), rengøring af klud (til at tørre oliepletter og støv på komponenter).
1.3 Krav til forsamlingsmiljø
● Webstedet skal være fladt og tørt og undgå fugtige miljøer (for at forhindre rustning af komponent) og støvede miljøer (for at forhindre urenheder i at komme ind i lejerne).
● Læg beskyttelsespuder (f.eks. Gummipuder, træplader) for at forhindre ridser på rullelegemet forårsaget af direkte kontakt med jorden.
2. Kerne samlingsproces: Betjen i rækkefølge og sørg for præcision
Forsamlingen afRollergruppeskal følge sekvensen af "Første samling af rulleenheden → Saml derefter beslaget → endelig fix og verificere". Præcision skal kontrolleres i hvert trin for at undgå forkert justering af komponenten.
Trin 1: Rulleenhedsenhed (kernen i kernen)
Rulleenheden er "eksekveringsenheden" for rullegruppen, der er sammensat af rullelegeme, lejer, skaft og olieforsegling. Under samlingen skal du fokusere på at sikre "fleksible lejer og pålidelig tætning".
1.1 Montering af lejer og lejeboliger
Først skal du påføre en lille mængde fedt på den indre væg i lejeboliger (et tyndt lag, der dækker den indre væg, er tilstrækkelig; overdreven fedt kan få lejet til at varme op).
● Brug en presse til glat at trykke lejet ind i lejeboliger (kraftpåføringspunktet er på den bærende ydre ring; det er forbudt at trykke på den indre ring). Sørg for, at der ikke er noget kløft mellem lejet og lejeboliger (inspektion med en feeler gauge er tilgængelig med et hul ≤ 0,05 mm).
● Installer olieforseglingen: Integrer olieforseglingen (for det meste dobbelt-lip olieforsegling) i rillen i lejeboliger. Sørg for, at olietætningen er tæt fastgjort til den bærende ydre ring uden afvigelse (for at forhindre fedtlækage eller støvindtræden under drift).
1.2 Montering af skaft og rulle krop
● Før akslen (med en glat overflade og ingen burrs) gennem den indre indre ring i den ene ende af rullelegemet, og skub den forsigtigt til den lejende indre ring i den anden ende. Sørg for, at skaftet er helt fastgjort til den lejede indre ring (ingen løshed).
● Rotationstest af rullelegemet: Drej rullelegemet for hånd; Det skal rotere fleksibelt uden fastklemning eller unormal støj, og rotationskinnet skal være ensartet (ingen "stammende følelse"). Hvis der er fastklemning, skal du adskille og kontrollere, om lejet er installeret i omvendt, eller hvis der er urenheder.
Trin 2: Montering af rulleenhed og beslag
Beslaget er "understøttelsesrammen" for rullegruppen. Det er nødvendigt at sikre den nøjagtige placering af rulleenheden på beslaget for at undgå afvigelse af transportbåndet.
2.1 Placering af rulleenheden
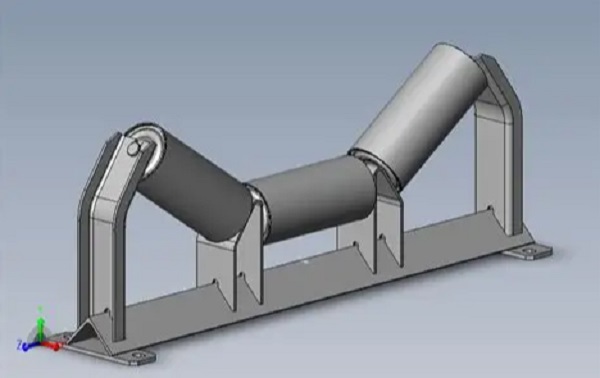
● I henhold til kravene til tegningerne skal du placere de samlede rulleenheder (en enkelt rulle-gruppe indeholder normalt 2-5 rulleenheder; for eksempel indeholder en "parallel rullegruppe" 3 enheder, og en "trough rulle gruppe" indeholder 2 side ruller + 1 midterste rulle) ind i de monterende grooves i bane.
.
2.2 Boltfastsættelse
● Gå forbi boltene gennem monteringshullerne på beslaget og bærende bolighuller på rulleenheden, læg på skiver (flad skive + fjederskive for at forhindre løsnelse) og stram først møtrikkerne med hånden.
● Brug en drejningsmomentnøgle til at stramme boltene i henhold til det drejningsmoment, der er specificeret i tegningerne (f.eks. Er drejningsmomentet for M10-bolte normalt 25-30N · m, og for M8-bolte er 15-20N · m). Overdreven drejningsmoment (som kan forårsage boltbrud) eller utilstrækkeligt drejningsmoment (som kan forårsage løsning under drift) er forbudt.
● Stramningssekvens: Spænd symmetrisk (f.eks. 4 bolte skal strammes i en "diagonal sekvens" for at undgå deformation af beslag).
Trin 3: Samlet verifikation og justering
Efter samling skal du gennemføre en samlet inspektion for at korrigere afvigelser rettidigt:
● Brug et niveau til at detektere beslagets bundoverflade: Sørg for, at beslaget er vandret (vandret afvigelse ≤ 0,5 mm/m). Hvis det er tilbøjeligt, skal du justere pakningerne (placering af pakninger i bunden af beslaget; tvungen bøjning af beslaget er forbudt).
● Kontroller rulleenhederRollergruppeskal være symmetrisk fordelt på begge sider af mellemrullen, med en parallelismens fejl ≤ 0,3 mm/m (detektion ved reb-pulling-metoden: træk en lige linje i begge ender af rullerne og mål afstanden mellem rullerne og den lige linje).
● Drej alle ruller igen: Sørg for, at alle ruller roterer fleksibelt uden "individuel fastklemning". Hvis der er fastklemning, skal du adskille og kontrollere samlingen af lejer eller aksler.












